Tel:86-0752-5199615 Fax:86-0752-5199613
邮箱:jmtglass@jmtglass.com
地址:广东省惠州市大亚湾石化大道西23号

Network

QQ

Skype

研磨后的玻璃表面有凹陷层,下面还有裂纹层,因此玻璃表面是散光而不透明的。必须把凹陷层及裂纹层都抛去才能获得光亮的玻璃。因而,总计要抛去玻璃层厚度10~15μm。对于光学玻璃等要求高的玻璃,必须把个别最大的裂纹也抛去,则总抛去厚度还要多。在一般生产条件下,玻璃的抛光速度仅为8~15μm/h,因此所需要抛光时间比研磨时间长得多。减小玻璃研磨的凹陷深度就是缩短抛光时间,常常在研磨的最后阶段用细一些的磨料或软质的研磨盘等措施来获得研磨表面浅的凹陷层。另外采用合适的工艺条件,也能提高抛光效率而缩短加工时间,影响抛光的工艺因素分述如下。
(1)抛光材料的性质、浓度和给料量
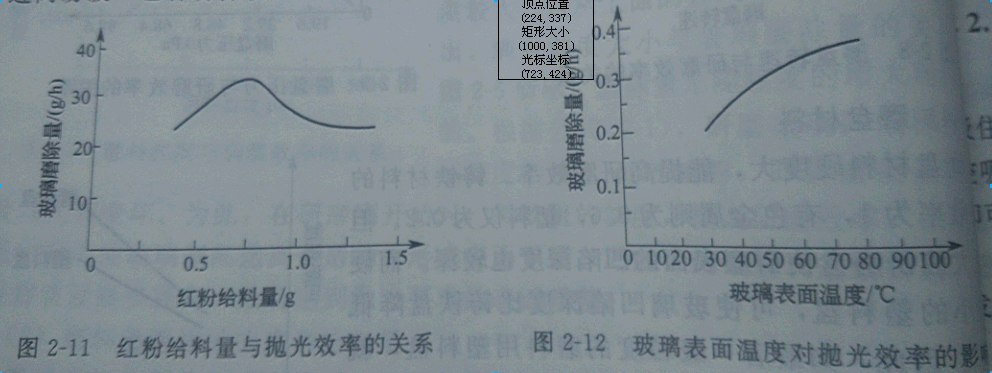
水在抛光过程中比在研磨过程中所起的化学—物理化学作用更为明显,因此抛光悬浮液浓度对抛光效率的影响是很敏感的。若使用红粉,一般以密度1.10~1.14g/cm3为宜。刚开始抛光时,采用较高的浓度,以便抛光盘吸收较多的红粉,玻璃表面温度也可提高,抛光效率高。但抛光的后一阶段则逐步降低,否则玻璃表面温度过高易破裂。同时红粉也易于在抛光盘表面形成硬膜,使玻璃表面擦伤。抛光悬浮液的给料量,如图2-11所示,用量多,效率(磨除量)增高,但过量时,效率反而降低,各种不同的条件下都有最适宜的用量。
(2)抛光盘的转速和压力
抛光盘的转速和压力与抛光效率之间存在着正比关系。转速和压力增大,抛光材料和玻璃作用的机会增多、加剧,玻璃表面温度增高,反应加速;反之就低。抛光盘转速和压力增大的同时必须相应增加抛光材料悬浮液给料量,否则,玻璃温度过高易破,也容易擦伤。
(3)周围空间温度和玻璃温度
玻璃表面温度与抛光效率间的关系,如图2-12所示。抛光效率随表面温度的升高而增加。而周围空间温度对玻璃表面温度有影响,特别在温度低的时候,没有保暖措施,玻璃表面温度不高,抛光效率也就不高。见图2-13,周围环境温度从5°C提高到20°C,抛光效率几乎增加一倍,超过30°C增加速度就变缓慢。因此为了提高抛光效率,抛光操作环境温度宜维持25°C左右。
(4)抛光悬浮液的性质
红粉悬浮液氢离子浓度与抛光效率的关系如图2-14所示。在pH3~9范围是最合适的,过大或过小均不好。加入各种盐类如硫酸锌、硫酸铁等,可起加速作用。
(5)抛光盘材质
一般抛光盘都用毛毡制作,也有用呢绒、马兰草根等。粗毛毡或半粗毛毡的抛光效率高,细毛毡和呢绒的抛光效率低。