Tel:86-0752-5199615 Fax:86-0752-5199613
邮箱:jmtglass@jmtglass.com
地址:广东省惠州市大亚湾石化大道西23号

Network

QQ

Skype

1. 什么是玻璃研磨和抛光?
开始用粗磨料研磨,效率高,然后逐级使用细磨料,直至玻璃表面的毛面状态变得较细致,再用抛光材料进行抛光,使毛面玻璃表面变得光滑、透明,并具有光泽。研磨、抛光是两个不同的工序,这两个工序合起来,俗称磨光。经研磨、抛光后的玻璃制品,成磨光玻璃。
2. 玻璃研磨和玻璃抛光的材料是什么?
由于玻璃研磨时,机械作用是主要的,所以磨料的硬度必须大于玻璃的硬度。光学玻璃和日用玻璃研磨加工余量大,所以一般用刚玉或天然金刚砂研磨效率高。
平板玻璃的研磨加工余量小,但面积大,用量多,一般采用价廉的石英砂。
常用的抛光材料有红粉(氧化铁),氧化碲,氧化铬,氧化锆,氧化钍等,日用玻璃加工也有采用长石粉的。
红粉是a-Fe2O3结晶,为玻璃抛光材料中使用得最早最广泛的材料。氧化铈和氧化锆的抛光能力比红粉高,由于它们的价格较红粉高,应用上海没有红粉广泛。对抛光材料的要求,除了须有较高的抛光能力外,必须不含有硬度大、颗粒大的杂质,以免玻璃表面造成划伤。
玻璃研磨作业的不同阶段,需要不同颗粒度磨料,通常要进行分级处理。回收的废磨料经分级处理后也可再用。对颗粒较粗的粒级,可用过筛法分级,较细的粒级则需用水力分级法进行分级。
3. 影响玻璃研磨过程的主要工艺因素
玻璃研磨过程中标志研磨速度和研磨质量的是磨除量(单位时间内被磨除的玻璃数量)和研磨玻璃的凹陷层深度。磨除量大即研磨效率高,凹陷层深度小则研磨质量好。工艺因素中某些只对其中一项有影响,也有对两项均有影响,但常常对一项有好的影像,而对另一项起相反的作用。各项工艺因素的影像分述如下:
(1)磨料的性质与粒度
磨料的硬度大,通常研磨效率高。金刚砂和碳化硅的研磨效率都比石英砂高得多。但硬度大的磨料使研磨表面的凹陷度较大,这从上面的公式(2-1)可以明显看出。
磨料粒度大小与玻璃磨除量的关系如图2-5所示,磨除量是随粒度的增大而增加的。
根据公式,研磨玻璃凹陷深度是随粒度的增大而增加的,即研磨质量是随粒度增大而变坏。为此,在研磨刚开始时,用较粗的粒度,提高研磨效率,以便在较短时间内使玻璃制品达到合适的外形或表面平整。之后,用细磨料逐级研磨,使研磨质量逐步提高,最后达到抛光要求的表面质量。
(2)磨料悬浮液的浓度和给料量
磨料系加水制成悬浮液使用。水不仅使磨料分散、均匀分布于工作面,并且带走研磨下来的玻璃碎屑,冷却摩擦产生的热,以及促成玻璃表面水解成硅胶薄膜。所以水的加入量对研磨效率有一定影响。通常以测量悬浮液密度或计算悬浮液的液固比来表示悬浮液的浓度,各种粒度的磨料都有它最适宜的浓度,过大或过小,都影响研磨效率,如图2-6所示。磨料浓度过小,还会使研磨表面造成伤痕。磨料的给料量对研磨效率的影像如图2-7所示。
.jpg)
如图2-7曲线可以看出,研磨效率是随磨料给料量的增加而提高的,但到一定程度后,如再增加磨料给料量,研磨效率提高的速度减慢,甚至再增加给料量,研磨效率不再提高,所以每种粒度的磨料都有一个最适合的给料量。
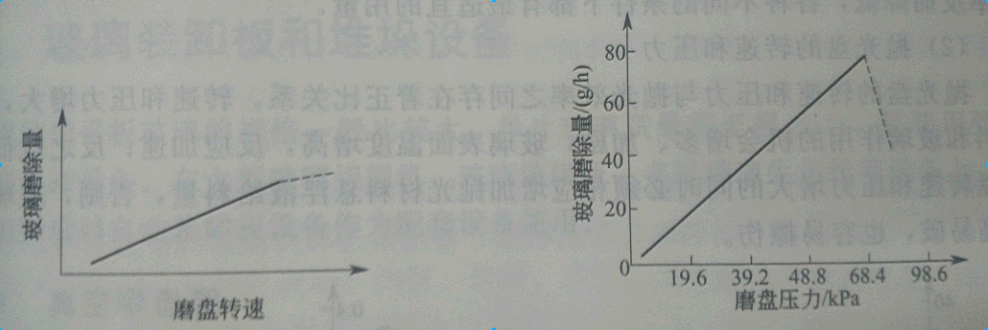
(3)研磨盘转速和压力
研磨盘的专色和压力对研磨效率都成正比关系。研磨盘转速块,将磨料往外甩得就多;压力增大,磨料的磨损也显著增加。所以都必须相应提高磨料的给料量,否则不仅研磨效率不会增加,甚至降低,还会出现伤痕等缺陷。磨盘转速和压力与研磨效率(磨除量)的关系如图2-8、图2-9所示。
.bmp)
(4)磨盘材料
磨盘材料硬度大,能提高研磨效率。铸铁材料的研磨效率为1,有色金属则为0.6,塑料仅为0.2。但硬度大的研磨盘使研磨表面的凹陷深度也较深。而硬度较小的塑料盘,可使玻璃凹陷深度比铸铁盘降低30%。因此,如最后一级粒度的磨料用塑料盘,就可以大大缩短抛光时间。
(5)玻璃的化学组成
玻璃的化学组成对研磨效率和凹陷深度有很大的影响,一般来说,质软的玻璃易研磨,但留下的凹陷深度较大。